
2. 精工舎大平町工場、昭和26年
|
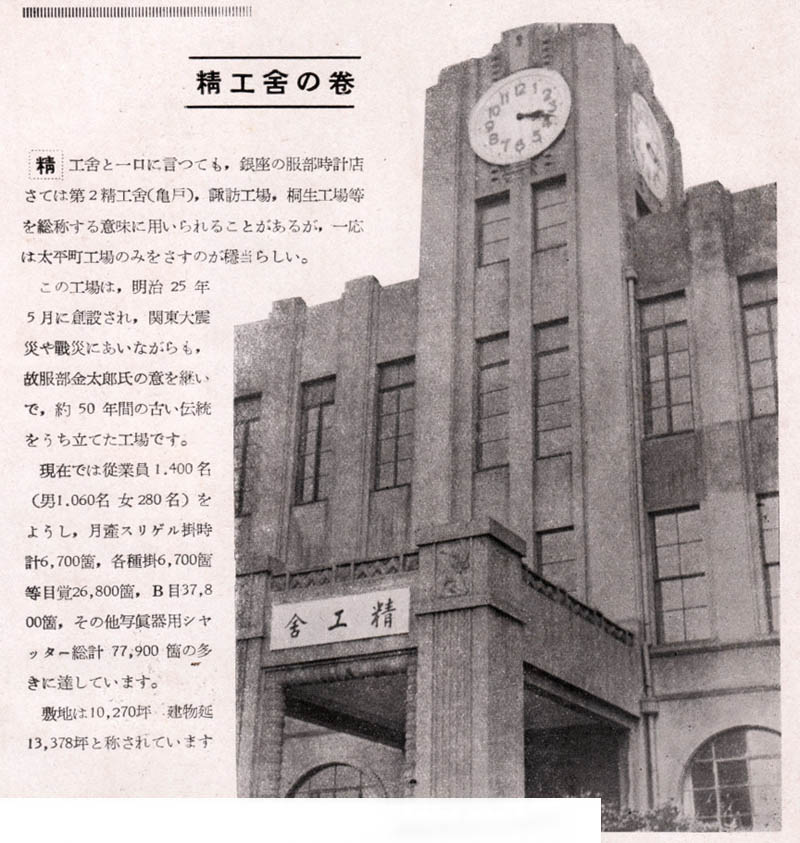
精工舎と一口に言っても、銀座の服部時計店さては第2精工舎(亀戸)、諏訪工場、桐生工場等を総称する意味に用いられることがあるが、 一応は大平町工場のみをさすのが穏当らしい。
この工場は、明治25年5月に創設され、関東大震災にあいながらも故服部金太郎氏の意を継いで約50年間の古い伝統をうち立てた工場です。
現在では従業員1,400名(男1,060名 女280名)をようし、月産スリゲル掛時計6,700箇、各種掛6,700箇等、目覚26,800箇、B目37,800箇、 その他写真器用シャッター総計77,900箇の多きに達しています。 敷地は10,270坪、建物延13,378坪と称されています。
|
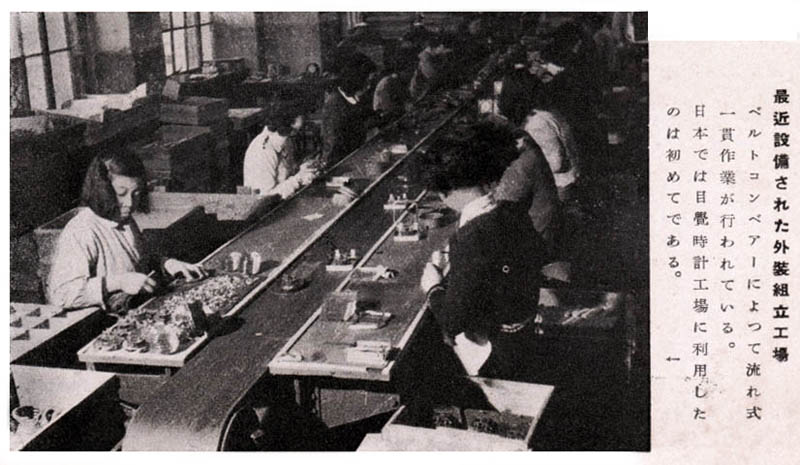
ベルトコンベアーによって流れ式一貫作業が行われている。 日本では目覚時計工場に利用したのは初めてである。
|
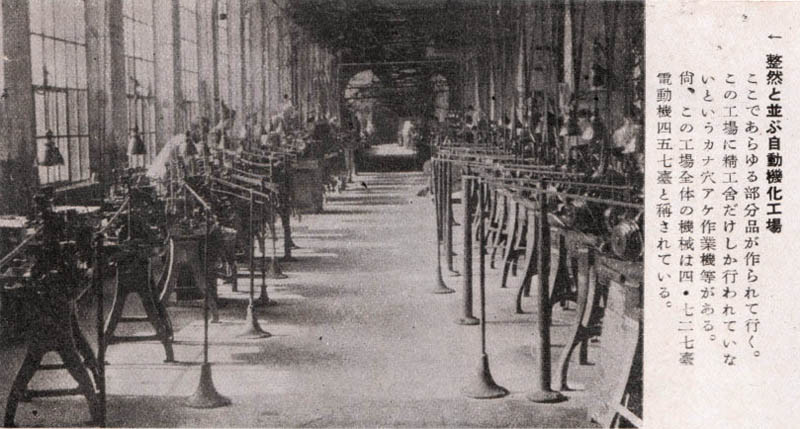
ここであらゆる部分品が作られて行く。 この工場に精工舎だけしか行われていないというカナ穴アケ作業機等がある。 尚、この工場全体の機械は4,727台、電動機457台と称されている。
|
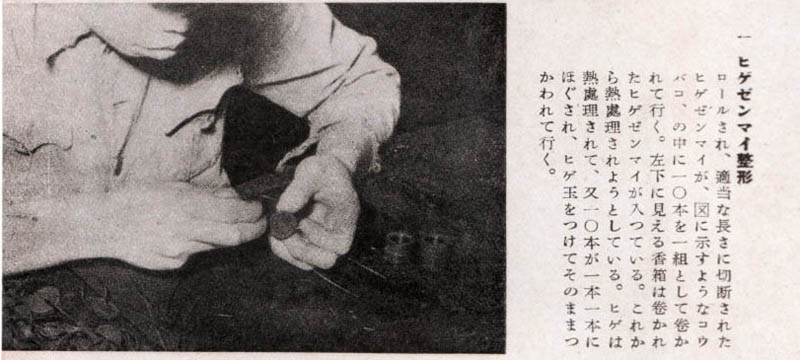
ロールされ、適当な長さに切断されたヒゲゼンマイが、図に示すようなコウバコの中に10本を一組として巻かれて行く。 左下に見える香箱は巻かれたヒゲゼンマイが入っている。 これから熱処理されようとしている。 ヒゲは熱処理されて、又10本が一本一本にほぐされ、ヒゲ玉を付けてそのまま使われて行く。
|
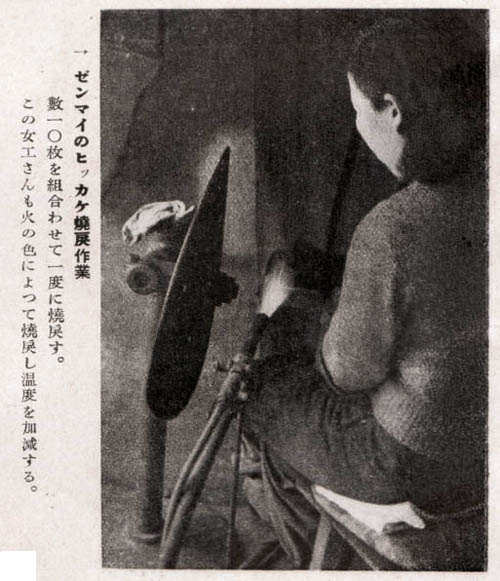
数10枚を組合わせて一度に焼戻す。 この女工さんも火の色によって焼戻し温度を加減する。
|
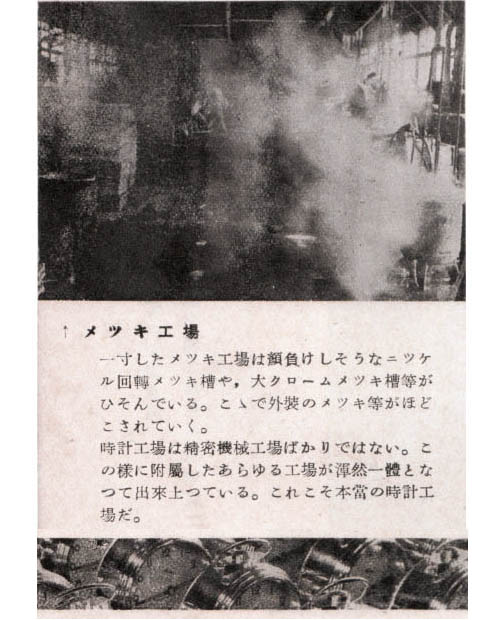
一寸したメッキ工場は顔負けしそうなニッケル回転メッキ槽や、大クロームメッキ槽がひそんでいる。 ここで外装のメッキ等がほどこされていく。
時計工場は精密機械工場ばかりではない。 この様に附属したあらゆる工場が渾然一体となって出来上がっている。これこそ本当の時計工場だ。
|
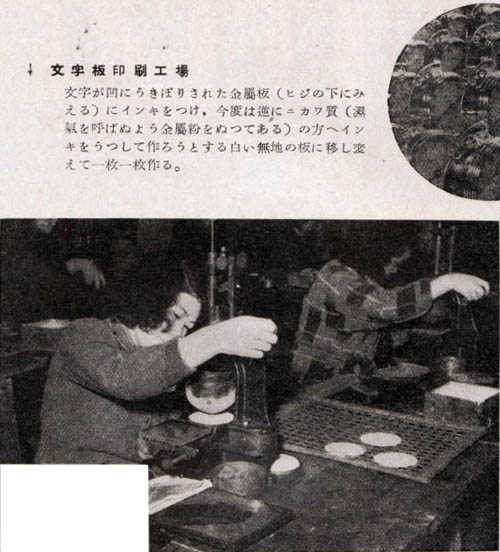
文字が凹にうきぼりされた金属板(ヒジの下に見える)にインキをつけ、 今度は逆にニカワ質(湿気を呼ばぬよう金属粉を塗ってある)の方へインキを移して作ろうとする白い無地の板に移し変えて一枚一枚作る。
|
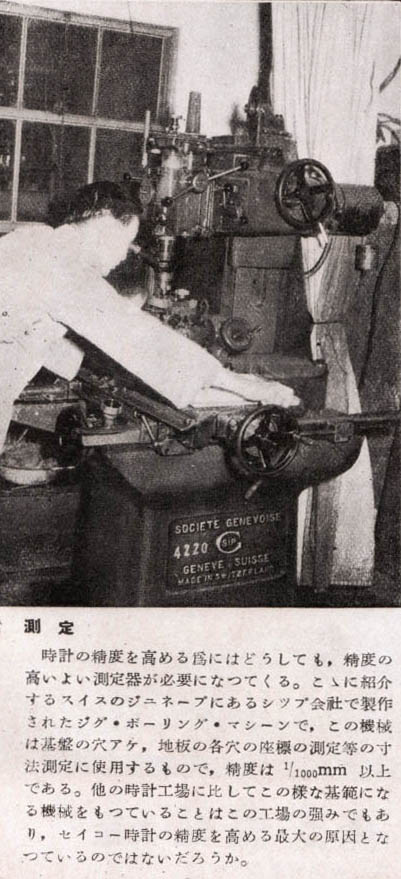
時計の精度を高める為にはどうしても精度の高い良い測定器が必要になってくる。 ここに紹介するスイスのジュネーブにあるシップ会社で製作されたジグ・ボーリング・マシーンで、 この機械は基盤の穴あけ、地板の各穴の座標の測定等の寸法測定に使用するもので、精度は1/1000mm以上である。 他の時計工場に比してこの様な基範になる機械を持っていることは、この工場の強みでもあり、 セイコー時計の精度を高める最大の原因となっているのではないだろうか。
|
表紙
|
PR
![]() 前頁
・
1
/
2
/
3
/
4
/
5
/
6
/
7
/
8
/
9
/
10
/
11
/
12
/
13
/
14
/
15
/
16
/
17
/
18
/
・
次頁
前頁
・
1
/
2
/
3
/
4
/
5
/
6
/
7
/
8
/
9
/
10
/
11
/
12
/
13
/
14
/
15
/
16
/
17
/
18
/
・
次頁![]()